
















 Copy Link
Copy Link X
X Facebook
Facebook
Food Raw Materials and Ingredients
Food Additives and Extracts
Dietary Supplements
Healthy & Green Products
Food Processing Machinery
Food Packaging Machinery
Industrial Services
Food Ingredients
Milk Products
Soya/Nuts
Condiment
Seasoning
Anhydro Vegetable
Protein
Tea
Flavours and Aromas
Soya Products
Deep Processing Of Soybean Products
Fruit Juice and Thickening Agent
Seafood
Oils & Fats
Grains & Cereals
Others
Food Additives
Preservatives
Emulsifiers
Antioxidants
Thickeners
Sweeteners
Colorant
Acidity Regulators
Swelling Agent
Enzymic Preparations
Leavening Agent
Stabilizer
Nutritional Fortifiers
Flavor Enhancers
Others
Starch
Albumen Powder
Corn Starch
Cassava Starch
Potato Starch
Whole Wheat Flour
Wheat Starch
Rice Starch
Sweet Potato Starch
Pea Starch
Others
Modified Starch
Modified Starch For Production and Processing Of Textile
Modified Starch For Production and Processing Of Paper
Modified Starch For Production and Processing Of Construction
Modified Starch For Production and Processing Of Medicine
Modified Starch For Production and Processing Of Oil
Modified Starch For Production and Processing Of Food
Others
Health Ingredients
Edible Fibre
Vegetable Protein
Functional Food Raw Materias
Natural & Herbal Medicines Ingredients
Nutraceuticals
Collagen & Peptides
Probiotics, Prebiotics & Postbiotics
Vitamin
Others
Food, Beverage & Liquid Products Manufacturing and
Beverage Processing Equipment
Meat, Poultry & Seafood Processing Equipment
Dairy Processing Equipment
Fruit & Vegetables Processing Equipment
Pasta machinery
Seasoning Processing Equipment
Starch and Starch Derivatives Processing Machinery
Dairy Processing Equipment
Chocolate & Candy Processing Equipment
Bakery & Snack Food Processing Equipment
Oils & Fats Processing Equipment
Central Kitchen and Catering Equipment
Other
General Equipment
Inspection & Quality Control
Sorting Equipment
Concentration Equipment
Packaging and Filling Technology
Ion Exchange Resin
Water Treatment Equipment
Frying Equipment
Stirring & Mixing Equipment
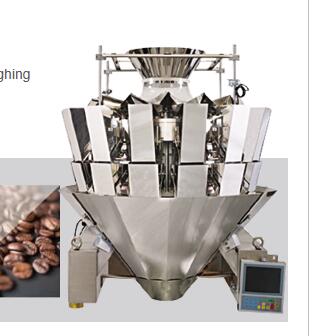
Weighing Equipment
Industrial machine tools
Bearing
Quality Inspection, Analytical and Safety
Processing Complete Sets Of Machinery
Equipment For Drying
Equipment For Pulverization
Equipment For Cleaning
Whole Sets Of Environmental Protecting Equipment
Equipment For Filtering and Separation
Sterilization equipment
Refrigeration and freezing equipment
Production workshop purification equipment
Pumps
Pipe fittings, valves
Other
Packaging Machinery
Filling equipment
Sealing Machines
Sealing and Cutting Equipment
Shrink Packers
Pharmaceutical equipment
Coding and marking equipment
Shrink Labellers
Pharmaceutical Packaging Machinery
Form-Fill-Seal Technology (Solids)
Form-Fill-Seal Technology (Liquid & Paste)
Multifunctional packaging equipment
Back-end packaging machinery
Conveying & Transport Equipment
Other
Handling, Transport, Storage & Logistics
Palletizers & De-Palletizers
Conveying & Transport Equipment
Logistics Packaging Technology
Other
Endline Printing, Coding, Labelling
Inkjet Printers
Flexible packaging printing equipment
Printing Consumbles and Supplies
Equipment spare parts
Other
Robotics, Automation and Regulation Technology
Industrial Robotics
Storage & Warehousing Equipment
Industrial Robotics
Transmission Components & Equipment
Logistic Equipment & Solutions
Vending machine
Visual equipment
Other
Packaging Materials & Products
Plastic Packaging Materials & Products
Paper Packaging Materials & Products
Metal Packaging Materials & Products
Glass Packaging Materials & Products
Packaging Materials & Products
Packaging Materials & Products
Packaging container
Packaging container production equipment
Pulp molding equipment and products
Other



















 (All Rights Reserved)
(All Rights Reserved)
 沪公网安备31010402001403号
沪公网安备31010402001403号
