










 Copy Link
Copy Link X
X Facebook
Facebook Copy Link
Copy Link

Become a creator on the food processing and packaging platform!

I. Industry Status and Background
With the rapid development of the food industry, canned food, due to its advantages of convenient storage, rich nutrition and long shelf life, has seen a continuous increase in market demand. Canned food processing machinery, as the core of the production process, its performance and technological level significantly affect the efficiency and quality of the production line. Currently, the industry is rapidly evolving towards automation, intelligence and greenness, providing new development opportunities for food processing enterprises.
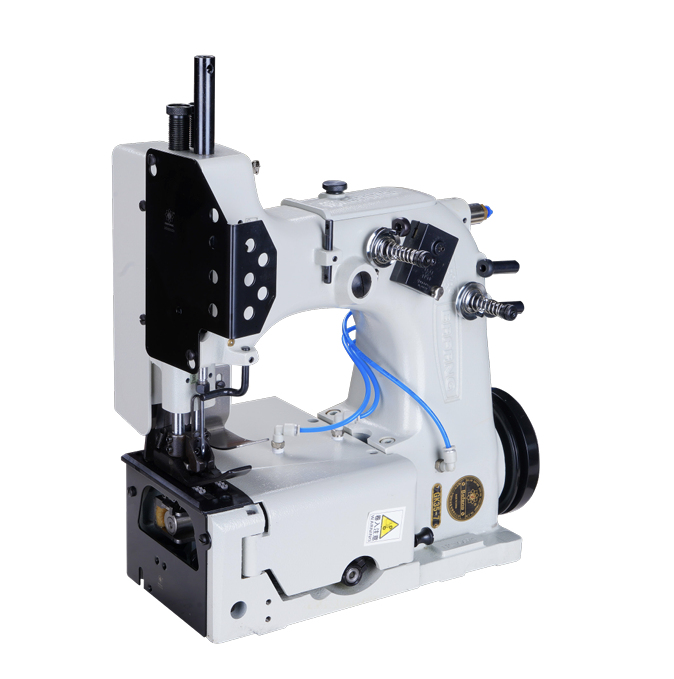
Pictures related to canned food processing machinery
II. Analysis of the Core Features of Canned Food Processing Machinery
Canned food processing machinery is the key equipment for achieving the full-process automation of canned food from raw material processing to final packaging. It possesses the following core features:
Efficient Automation: Modern canned food production lines are often equipped with PLC control systems and robot-assisted devices, enabling functions such as automatic raw material feeding, precise filling, and high-speed sealing. For instance, the filling accuracy of glass bottle canned food production lines can reach ±1ml, and the sealing qualification rate exceeds 99.5%, significantly reducing manual intervention and minimizing production errors.
Multifunctional integration: Advanced processing machinery often integrates multiple processes such as cleaning, sterilization, filling, and labeling. It supports the simultaneous production of different types of canned foods, including fruits, meats, and fish. For instance, a certain brand's modular canned food production line can handle both 304 stainless steel and glass material products, and the changeover time can be reduced to 15 minutes.
Intelligent Upgrade: Devices equipped with IoT technology can monitor production data in real time. By leveraging big data analysis, they can optimize operating parameters. For example, the temperature curve of sterilization equipment can be automatically adjusted according to the characteristics of the raw materials, reducing energy consumption by 12% to 18% and extending the shelf life by 3 to 5 days.
III. Detailed Explanation of Typical Equipment Types and Application Scenarios
Canned food processing machinery can be classified into four categories based on production stages. Each piece of equipment plays a significant role in the industrial chain:
Pre-treatment equipment
Includes cleaning machines, peeling and core removal machines, chopping and mixing machines, etc., used for the pre-treatment of raw materials. For example, the drum-type cleaning machine is suitable for removing sediment from fruit and vegetable canned foods, with a net vegetable removal rate of over 98% and a residual pesticide removal rate of more than 95%, ensuring product safety and hygiene. The pre-treatment equipment of enterprises such as Zhucheng Chunqiu Food Machinery Co., Ltd. is well-known in the industry, with stable performance, and can effectively improve the efficiency of raw material processing.
2. Filling and Sealing Machinery
The mainstream equipment includes linear filling machines and rotary filling machines. The commonly used tinplate sealing machines for glass bottles and cans can achieve vacuum sealing, isolating the outside air and prolonging the shelf life of the products. The sealing speed of a well-known brand equipment can reach 120-150 cans per minute, far exceeding the industry average. Platforms such as Food Partner Network have showcased numerous high-quality supply information for filling and sealing machinery.
3. Sterilization Equipment
It is divided into pasteurization machines and high-temperature high-pressure sterilization tanks, which are the core for ensuring the commercial sterility of canned foods. Equipment using UHT (Ultra-High Temperature) instantaneous sterilization technology can increase the microbial kill rate to 99.99%, while retaining a large amount of nutrients, and is suitable for the production of high-end fruit canned foods. Companies such as Hangzhou Huihe Machinery Equipment Co., Ltd. have continuously innovated in the field of sterilization equipment and launched high-performance products.
4. Post-packaging equipment
This includes labeling machines, inkjet printers, packing machines, etc., for the final packaging processing of products. The visual positioning labeling machine can accurately identify different shaped bottle types, with a labeling qualification rate of 99.8%, meeting the traceability management requirements for exported food.
IV. Market Trends and Technological Innovation Trends in 2024
With the upgrading of consumption and the tightening of environmental protection policies, the can processing machinery industry is expected to develop in the following directions:
Green production: Energy-efficient motors, water recycling systems and biodegradable packaging equipment have become the new favorites. A certain enterprise's developed photovoltaic sterilization equipment can generate up to 800,000 kilowatt-hours of electricity annually, reducing carbon emissions by 300 tons, which is in line with the "dual carbon" goals.
2. Flexible Production: In response to the market demand for small batches and multiple varieties, modular equipment design has become a trend. The equipment enables customers to customize processing modules according to product specifications. For example, a small production line for popular snack cans can quickly switch to different packaging containers of various capacities (200-1000ml).
3. Intelligent control upgrade: 5G and industrial internet technologies are gradually being applied, enabling remote diagnosis and predictive maintenance of equipment. A certain intelligent equipment system can warn of bearing wear risks 72 hours in advance, reducing downtime failures by 60% and cutting spare parts inventory costs by 35%.
4. Technological Integration Innovation: The AI visual inspection system can identify metal impurities and label defects, with an inspection accuracy of 0.1mm; Blockchain technology is used for supply chain traceability, achieving full-process transparency from the raw material farm to the consumer's table.
V. Four Principles for Selecting Canned Food Processing Machinery
1. Capacity Matching: Choose the equipment specifications based on the annual production plan of the enterprise. For example, an enterprise with an annual production capacity of 5,000 tons should be equipped with a production line of 3,000 cans per hour. If a 5,000 cans per hour equipment is selected, it is recommended to reserve 20% of capacity redundancy to cope with peak demand.
2. Process Compatibility: Different products have different requirements for sterilization temperature and pressure. Fruit canned food needs pasteurization (60-85℃), while meat canned food requires high-temperature sterilization (above 121℃). The equipment must be matched with the corresponding process parameter modules.
3. Energy Consumption and Cost: Pay attention to the unit energy consumption index of the equipment (kWh per tank), and preferentially choose energy-efficient models with an energy efficiency ratio greater than 3.0. A new type of sterilization kettle that adopts ceramic inner tank technology has a unit energy consumption that is 40% lower than that of traditional equipment, and saves over 150,000 yuan in electricity costs annually.
4. Service and After-sales: Choose brands with local service capabilities to ensure that equipment malfunctions during the warranty period are responded to within 2 hours and repaired within 48 hours. Moreover, the supply of original factory parts and lifelong technical support are crucial for the long-term stable operation of the equipment.
Conclusion
Canned food processing machinery is the "lifeline" of the food industry, and its technological iteration drives the continuous upgrading of the industry. In 2024, with the acceleration of intelligent and green trends, enterprises need to focus on "efficiency, quality, and compliance" and select cost-effective equipment solutions based on their own needs. It is recommended to conduct thorough research before purchasing, by observing the actual operation of the equipment, testing key process parameters, and comprehensively evaluating the long-term value of the equipment.
Become a creator on the food processing and packaging platform!
 Submit Now
Submit Now








 (All Rights Reserved)
(All Rights Reserved)
 沪公网安备31010402001403号
沪公网安备31010402001403号
